发布时间:2024-03-05 12:00
发布时间:2024-03-05 12:00
 更新时间:2024-04-07 12:00
更新时间:2024-04-07 12:00
 作者:河南承源机械有限公司
作者:河南承源机械有限公司
现货直销,欢迎随时来厂考察!
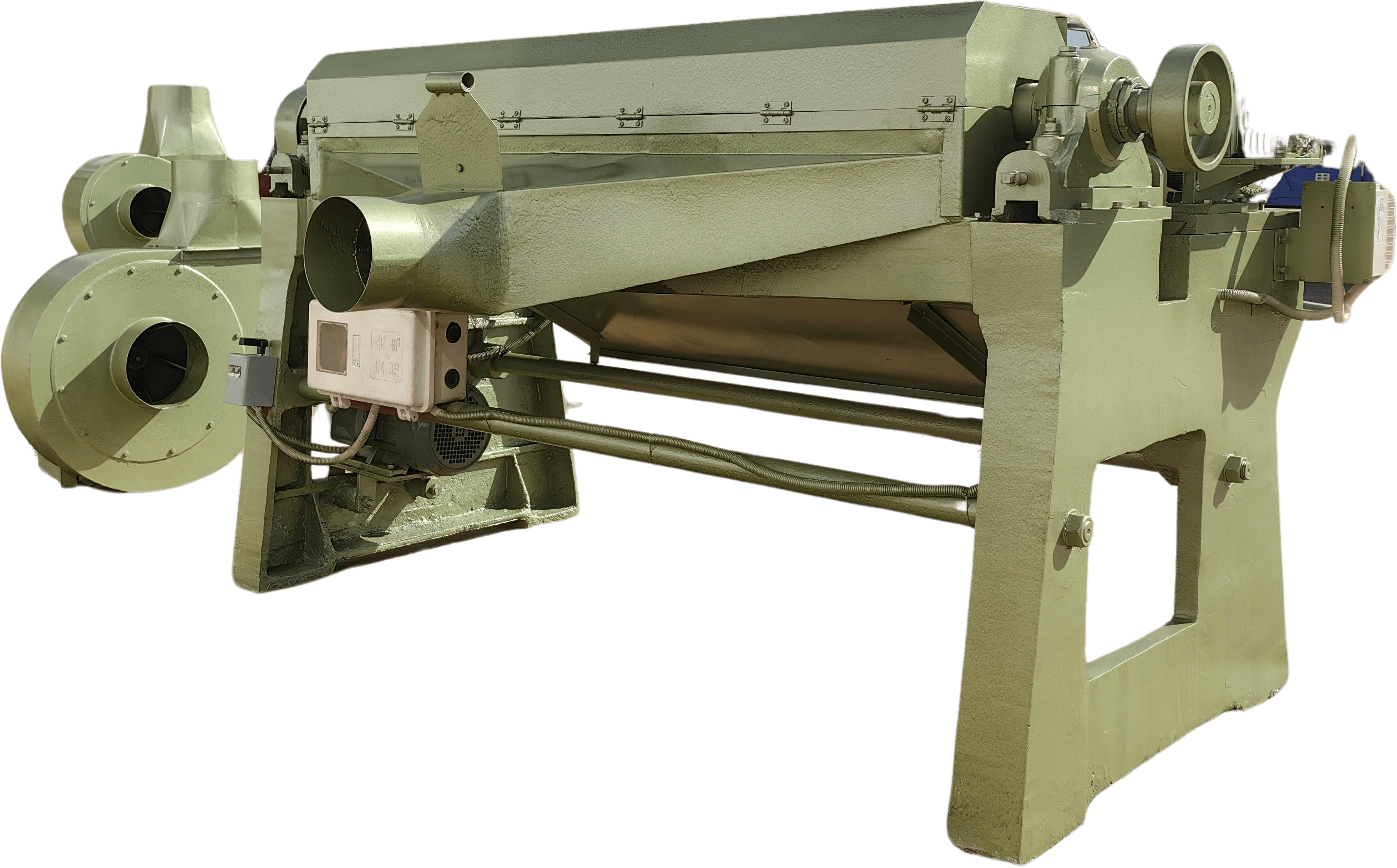
一、概述:
该机采用带刀横向水平移动与工作台向前运动平剪加工工艺。具有操作简单,调整方便,剪毛平整,工作效率高等优点。是羊皮加工行业的理想产品。
二、技术参数:
1、工作宽度:1200mm
2、带刀线速度:20米士10%/秒
3、进皮速度:无极调速(0~17米/min )
4、带刀规格:7100 x 90 X 0.9( mm )
5、输送网规格:1700x1180( mm )
6、总功率:21.95kw
7、总质量:1500士10%kg
8、外形参考尺寸(主机):3350 X 1800 x 1500( mm )
三、操作规程
1、准备
A:穿戴好防护用品(如:胶鞋、手套、围腰等)。
B:合上总电闸。
C:依次启动各个启动按钮,看机器是否运转正常,是否有异响,各部位手柄是否能够灵活转动,风筒是否连接正确、牢固、封闭严实。
D:正确运行状态应该是
(1)风机、风盘按所标箭头方向转动。
(2)带刀从右向左运行。
(3)输送网向前运行。
(4)砂轮机运行:上砂轮向下转动,下砂轮向上转动。
四、磨刀准备:
(1)将带刀装挂两边刀轮上。具体操作步骤如下:1、先将两刀轮座固定螺栓轻微松动,旋转右边胀紧螺栓,使右侧刀轮向内侧移动。2、将带刀装挂在两刀轮上,上方夹在托刀板槽中及砂轮机外侧的压刀板下边,下方置与机架两侧下边的刀架上。而后,胀紧右边刀轮,启动带刀按钮(点动)看两轮面是否平行,在一条直线上,如不平行,可调整两侧刀轮底座的调整螺栓,使刀轮底座转动,带刀后端面轻贴两刀轮后端面凸缘,不产生噪声即可。而后锁紧两刀轮底座螺栓。将顶刀轴承调整到轻贴带刀后端面上,并锁紧螺栓固定。
五、刃磨带刀:
1、移动砂轮机,使砂轮置与带刀的前方。
2、启动带刀按钮。
3、启动砂轮机按钮。
4、转动下砂轮升降手柄,将下砂轮调整到高出带刀0.7~1.5cm。
5、转动砂轮机前后移动手柄,使下砂轮能够刃磨带刀产生火花。
6、转动上砂轮升降手柄,使上砂轮与下砂轮保一样的打火强度。
7、转动砂轮机总程的前后移动手柄,缓慢向前移动,使之打火强度稍微剧烈。
8、持续刃磨几分钟,至之刃磨锋利即可。
六、剪毛:
1、将吸毛风仓仓口合上,将挡风板拉到与刀刃相距 1cm 处。
2、根据所需剪毛长度,调整工作台与带刀高度。(具体操作方法:扭动工作台前边左、右两个红色手轮,工作台前边可上下移动。)
3、将工作台调整到操作者能看到带刀与工作台重合之处,胀紧输送网。
4、依次开启抽毛、吸板、砂轮、带刀、输送电机,将皮板毛朝上平铺在工作台上进行剪切。
5、结束工作后,应将机器清理干净,并将风机及风道内杂质清除。打扫周边环境卫生,将机器所有转动及移动部位加注润滑油。
七、注意事项:
1、工作中带刀轮护罩不得随意挪动,以免带刀断裂,危及人身安全。
2、操作中,身体的任何部位不得与带刀接触,以免造成人身伤害。
3、不得随意触摸任何转动部件(机器运转时)。
4、所有运动机构必须保证在润滑状态下运行。
八、常见故障及排除方法:
现象 | 可能原因 | 排除方法 |
刀条晃动 | 1、刀条质量不合格 2、托刀板间隙大 | 1、更换刀条 2、修复或更换托刀板 |
跑刀 | 1、两刀轮有夹角不在一条直线 | 1、调整刀轮角度,使刀轮在一条直线上 |
现象 | 可能原因 | 排除方法 |
刀刃磨不快 | 1、磨刀砂轮轴承损坏 2、砂轮机晃动 3、顶刀轴承顶刀过紧 | 1、更换轴承 2、调整砂轮机间隙 3、调整顶刀到合适位置 |
吸板不紧 | 1、风筒没有连接好,漏风 2、工作台吸附孔堵塞 3、输送网孔油污堵塞 | 1、连接好风筒并粘接牢固 2、清理杂物,疏通吸附孔 3、用1:1脱脂剂、工业碱,冷水洗涤输送网,用排刷刷洗干净 |
剪毛不平整(前低后高) | 1、进皮速度过快 | 1、减慢进皮速度 |
无极变速器及减速器过热 | 1、无极变速器缺油 2、排气孔没打开 | 1、加注无极变速油 2、拧松排气孔螺栓 |
风机震动 | 1、风机盘及风叶变形 2、杂物粘附严重 | 1、修复风盘,重新校正平衡 2、去除杂物 |
九、随机附件:
1、摇把:1个
2、直径150弹簧抽风管:2根
3、插板:1个
4、抽砂管:1套
5、大弯头:1个
6、三通接头:1个
河南承源机械有限公司
手机号:15839155688
电话:0391-8592064
下一篇:无
产品知识2024-04-07
产品知识2024-04-08

中世纪北欧羊毛处理、纺纱、染色、纺织技术小谈,以格陵兰岛为例
产品知识2024-04-08

产品知识2024-04-08

产品知识2024-04-08
产品知识2024-04-08

产品知识2024-04-08
产品知识2024-04-08

产品知识2024-04-08